PFA片材荷叶边与纵向条纹问题分析及解决办法
专业 PFA/FEP/ETFE 氟膜试验成型设备讲解!氟塑料片材挤出压延试验线解决氟熔体腐蚀、厚薄不均、高温定型难题,适用于光伏、半导体、建筑氟膜实验室研发打样。
PFA片材荷叶边与纵向条纹问题分析及解决办法
PFA膜片的挤出加工成型有一定的技术门槛,炬峰装备在这一领域有丰富的经验,已成功交付多套PFA膜片挤出设备。此文重点探讨PFA膜片在挤出加工成型过程中出现的荷叶边及纵向条纹问题。
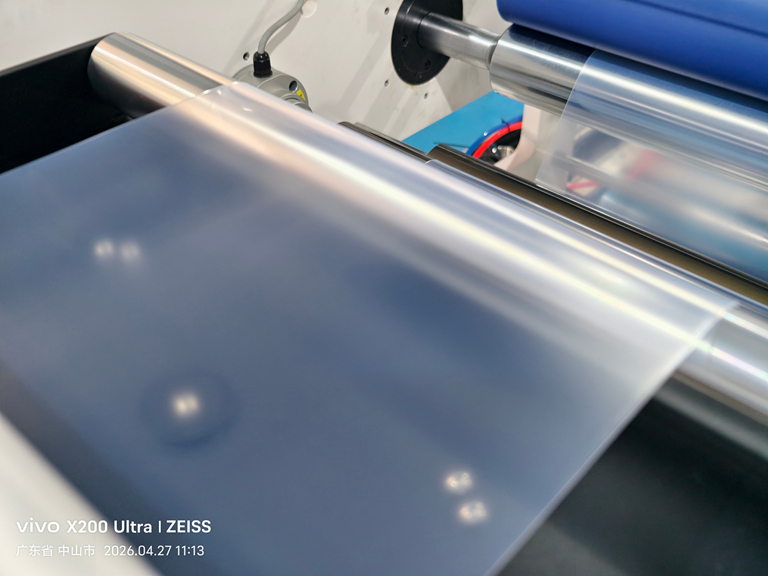
一、荷叶边(边缘波浪形)问题分析与解决
荷叶边的本质是片材边缘与中心的内应力分布不均,冷却和收缩速率不一致,导致边缘无法平整定型。
核心原因(按优先级排序)
- 冷却辊与风刀的冷却不均
- 边缘区域冷却速度比中心快,PFA在结晶/定型时收缩率不一致,边缘因快速冷却形成“冷硬边”,后续受张力拉扯就会起波浪。
- 风刀角度或风量不均,边缘吹风量过大/过小,导致局部冷却异常。
- 模头与口模问题
- 模头温度分布不均,边缘温度偏高/偏低,熔体流动速度差异大,边缘形成厚边(Edge Bead),后续拉伸时应力集中在厚边,引发波浪。
- 模唇间隙未做边缘补偿,边缘熔体流量偏大,形成“边珠”,冷却后无法平整。
- 张力与牵引系统不匹配
- 牵引辊/压辊两端压力不一致,或牵引速度与挤出速度不匹配,边缘受力过大,超出PFA熔体的拉伸承受能力。
- 冷却辊与牵引辊的平行度偏差,导致边缘张力不均。
- PFA材料特性影响
- PFA熔体强度较高,但冷却时收缩率大,边缘区域在颈缩效应下更容易形成内应力残留。
针对性解决措施
| 问题点 | 调整方向 | 具体操作 |
| 冷却不均 | 优化冷却系统 | 1. 调整风刀:降低边缘吹风量,或采用分区风刀,保证中心与边缘冷却速率一致;<br>2. 冷却辊表面温度均匀性检测,修正辊筒温度梯度;<br>3. 可尝试“边缘保温”措施,减少边缘与中心的温差。 |
| 模头问题 | 优化模头与口模 | 1. 校准模头各区温度,控制边缘与中心温差≤±5℃;2. 调整模唇间隙,边缘区域适当收窄(补偿颈缩效应),减少边珠形成;3. 检查模头流道是否有堵塞或局部阻力不均。 |
| 张力/牵引问题 | 张力与牵引校准 | 1. 调整牵引辊两端压力,保证压合均匀;2. 微调挤出与牵引速度比,降低边缘拉伸倍率;3. 检查冷却辊、牵引辊的平行度与跳动量。 |
二、纵向条纹问题分析与解决
纵向条纹是沿片材挤出方向的连续线条缺陷,通常源于熔体流动不均或定型过程的干扰。
核心原因(按优先级排序)
- 模唇与模头的直接缺陷
- 模唇口被划伤、磨损或残留杂质,形成局部阻力,熔体流过时流速不均,形成固定条纹。
- 模头流道局部堵塞(PFA熔体分解或炭化),熔体分流不均,产生连续条纹。
- 熔体塑化与过滤不良
- PFA在挤出机中塑化不均,局部温度过高导致熔体降解,或温度过低塑化不良,形成凝胶点或晶点,在膜面形成条纹。
- 过滤网堵塞或精度不足,杂质随熔体流出,形成条纹。
- 冷却辊/压辊表面问题
- 冷却辊表面有划痕、鼓包或脏污,熔体接触时被刮出条纹;辊筒不圆度偏差也会形成周期性条纹。
- 工艺参数波动
- 挤出机转速、压力不稳定,导致熔体流量脉动,形成“鲨鱼皮”或连续条纹。
- 模头温度波动,局部熔体粘度变化,引发流动不均。
针对性解决措施
| 问题点 | 调整方向 | 具体操作 |
| 模唇/模头缺陷 | 清洁与维护 | 1. 拆卸并抛光模唇,消除划痕和毛刺;2. 检查模头流道,清除炭化或降解的PFA残留;3. 更换损坏的模唇垫片或密封件。 |
| 熔体塑化/过滤 | 优化挤出工艺 | 1. 调整挤出机各区温度,保证PFA塑化均匀(330-400℃区间,避免局部过热);2. 更换更高精度的过滤网(如多层不锈钢滤网),清除熔体杂质;3. 适当降低螺杆转速,减少熔体剪切热,防止PFA降解。 |
| 辊筒问题 | 辊筒维护 | 1. 抛光冷却辊/压辊表面,清除划痕和脏污;2. 检测辊筒的圆度和跳动,必要时更换或修复;3. 检查辊筒表面温度是否均匀,避免局部温度异常。 |
| 工艺波动 | 稳定挤出过程 | 1. 校准挤出机的压力、转速稳定性;2. 检查模头加热圈,消除温度波动;3. 适当降低拉伸比,减少熔体的拉伸诱导流动不均。 |
三、PFA片材工艺优化的额外注意事项
- 温度控制是核心:PFA加工温度区间窄(约330-420℃),局部过热易降解,温度过低则塑化不良,都会引发流动缺陷和应力不均。
- 颈缩效应控制:PFA熔体强度较高,但流延时的颈缩会加剧边缘应力,建议通过模唇间隙补偿和降低拉伸比来缓解。
- 材料干燥与纯净度:PFA虽不吸水,但含杂质或降解物的原料会直接导致条纹、晶点等缺陷,需保证原料干燥、无杂质。
炬峰装备可提供全套PFA膜片挤出成型设备的全套解决方案,助力用户以最低成本实现PFA膜片的规模化量产。