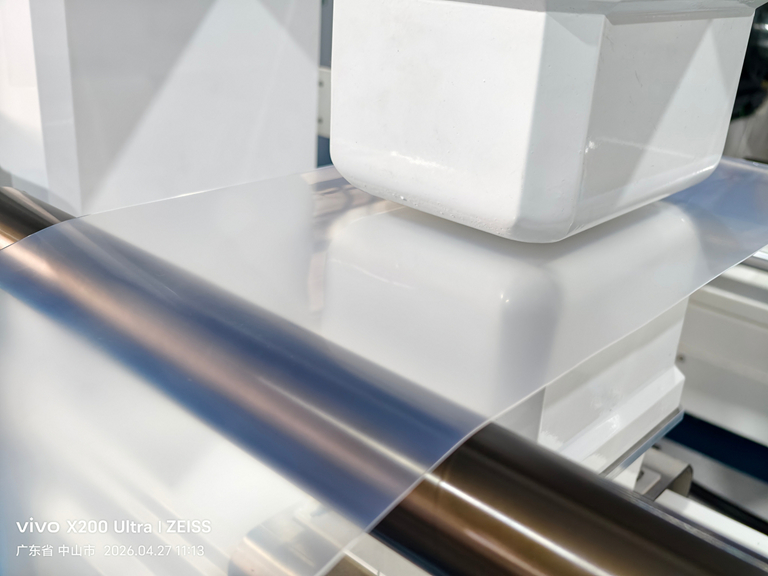
实验室级PVDF薄膜生产挤出流延设备核心要求详解
专业 PFA/FEP/ETFE 氟膜试验成型设备讲解!氟塑料片材挤出压延试验线解决氟熔体腐蚀、厚薄不均、高温定型难题,适用于光伏、半导体、建筑氟膜实验室研发打样。
生产PVDF薄膜对精密挤出流延膜设备的核心要求可概括为:高精度温控(±1℃)、耐腐蚀螺杆/机筒、专用流道抛光模头、精密冷却成型、电晕处理(≥50dyn/cm)、恒张力收卷,并需适配PVDF的热敏感性与低表面能特性。以下分模块详解。
一、挤出系统核心要求
| 部件 | 关键参数 | 技术要求 | 作用说明 |
| 螺杆 | 长径比 | 28:1~38:1(优选32:1) | 确保PVDF充分塑化,避免降解 |
| 材质 | 38CrMoALA氮化钢或双合金,表面硬度≥HRC60 | 耐PVDF高温腐蚀与磨损 | |
| 结构 | 屏障型/分离型螺杆,带混炼段 | 提高熔体均匀性,消除”鱼眼” | |
| 机筒 | 温区 | 5~6段独立控温,最高温≥350℃ | 适应PVDF加工温度220~290℃ |
| 温控精度 | ±1℃,智能PID算法控制 | 防止温度波动导致降解或塑化不良 | |
| 冷却方式 | 风机/油冷,快速响应温度变化 | 避免局部过热,稳定挤出压力 | |
| 熔体泵 | 类型 | 齿轮泵(可选) | 稳定熔体压力,提高薄膜厚度均匀性 |
二、模头系统特殊配置
- 流道设计:采用衣架式或鱼尾式流道,全流道镜面抛光(Ra≤0.2μm),防粘处理
- 模唇调节:
- 微调精度≤0.01mm,全幅均匀调节
- 模唇开口范围0~0.8mm,适配不同膜厚需求
- 材质:模头本体采用优质模具钢,表面镀铬或喷涂特氟龙,增强耐磨性与抗腐蚀性
- 温度控制:模头独立控温,温度精度±1℃,与料筒温度匹配(通常高5~10℃)
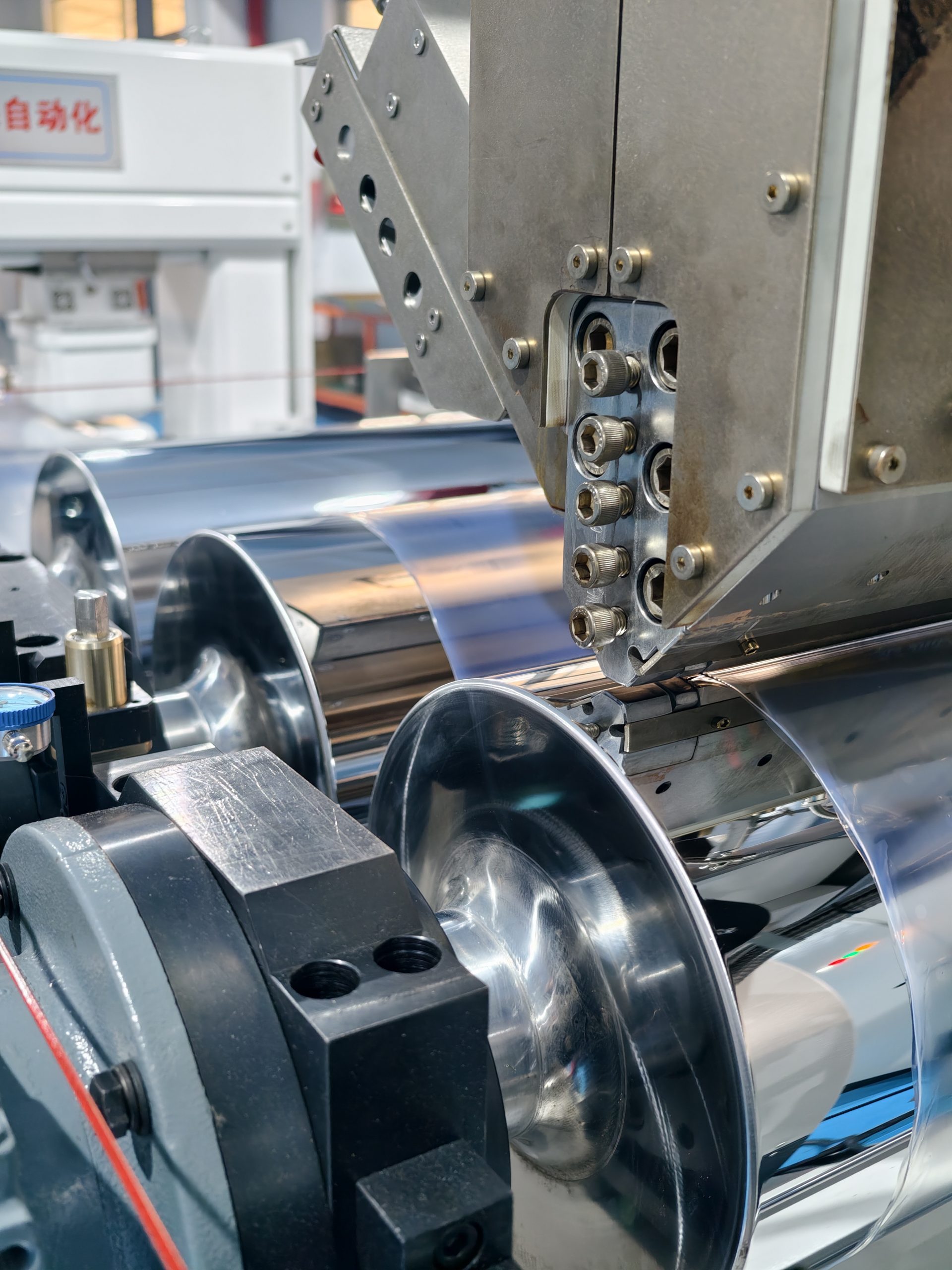
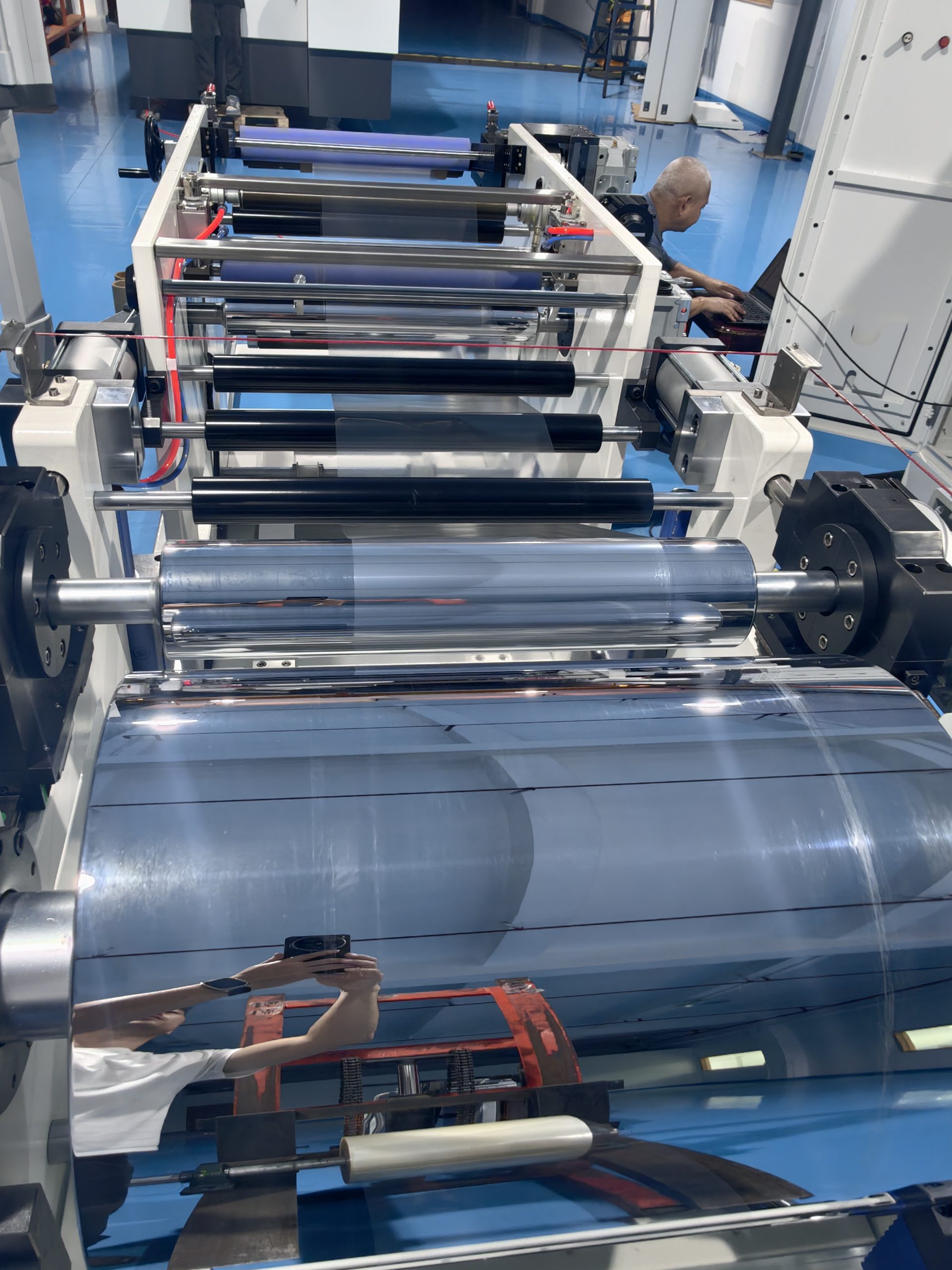
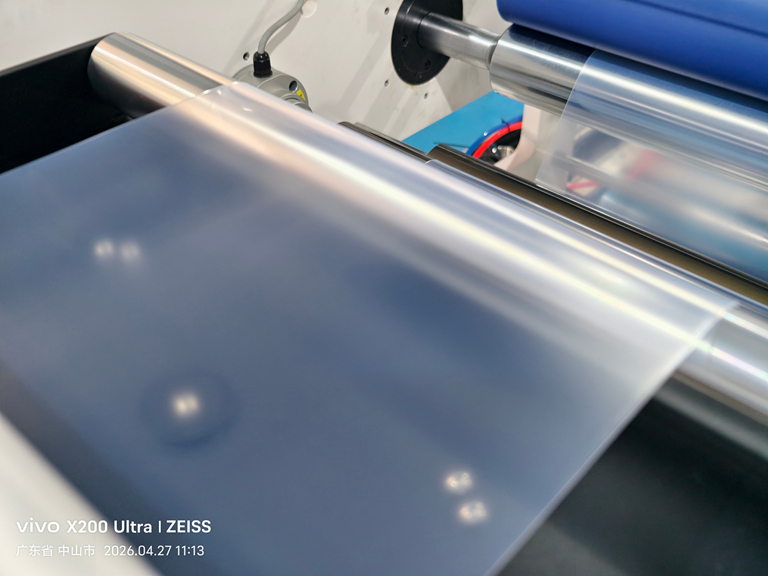
三、流延冷却成型系统
- 流延辊组:
- 至少3辊配置(第一辊为急冷辊),辊面精磨,跳动≤0.01mm
- 内部螺旋流道设计,确保辊面温差≤±1℃
- 第一辊温度控制在1590℃(根据薄膜用途调整),影响结晶度(65%75%最优)
- 冷却介质:采用去离子水或导热油,避免辊面结垢影响温度均匀性
- 贴合系统:
- 气刀/真空吸附装置,确保熔体与辊面紧密贴合
- 调节精度高,防止薄膜出现气泡或褶皱
四、辅助处理系统
- 电晕处理:
- 表面张力≥50dyn/cm(光伏背板应用),确保复合强度
- 处理功率可调,避免击穿薄膜,处理宽度与膜宽匹配
- 测厚与反馈:
- 在线非接触式测厚仪(β射线/红外),精度≤±1μm
- 闭环控制系统,实时调整模唇或螺杆转速,保证厚度均匀性
- 边缘裁切:高速旋转刀,切口平整,避免薄膜边缘撕裂
五、收卷系统
- 张力控制:
- 意大利Re或同等品牌张力传感器,控制精度≤±1N
- 分段张力控制,适应不同膜厚与速度,防止薄膜拉伸变形
- 收卷精度:
- 收卷端面整齐度≤±0.5mm,避免跑偏
- 自动换卷功能,减少停机时间,提高生产效率
- 表面保护:可选配薄膜表面清洁装置,去除灰尘与杂质
六、控制系统与安全配置
- 控制系统:西门子/三菱PLC,彩色触摸屏,支持工艺参数存储与调用
- 安全保护:
- 超温/超压/过载保护,自动报警停机
- 急停按钮,安全门联锁,防止人身伤害
- 数据记录:实时记录温度、压力、速度、厚度等参数,便于质量追溯
七、实验室与工业设备差异
| 设备类型 | 螺杆直径 | 长径比 | 产量 | 温控精度 | 适用场景 |
| 实验室型 | 20~30mm | 28:1~40:1 | 1~5kg/h | ±0.5℃ | 配方研发,小批量试产 |
| 工业型 | 65~120mm | 30:1~38:1 | 100~300kg/h | ±1℃ | 规模化生产,如光伏背板 |
八、关键工艺参数匹配
| 参数 | 推荐范围 | 注意事项 |
| 料筒温度 | 220~280℃(梯度升温) | 避免局部超290℃,防止PVDF降解 |
| 模头温度 | 250~290℃ | 比料筒末端高5~10℃,确保熔体流动性 |
| 流延辊温度 | 15~90℃ | 光伏膜常用30~60℃,影响β相含量 |
| 螺杆转速 | 1060rpm(实验室),50200rpm(工业) | 匹配线速度,避免剪切过热 |
| 线速度 | 10~50m/min | 与冷却能力匹配,保证结晶度均匀 |
总结
PVDF薄膜生产设备的核心在于精准控温与结构防腐,同时需针对其低表面能特性优化流道与成型系统。建议选择具备±1℃温控精度、专用螺杆设计、镜面抛光模头和精密冷却系统的设备,配合在线测厚与张力控制,才能稳定生产出高质量PVDF薄膜。炬峰装备制造的精密实验室流延膜设备完全满足以上要求,是生成高规格PVDF薄膜的首选设备。